The result: a bad part.
Parameters that are not controlled can unexpectedly change what the process is doing and where it's doing it. That can make your process unpredictable; in the case of an industrial, commercial process - it can eat into the profits the process is supposed to be generating.
The way to prevent this is to monitor the relevant parameters of the beam with an appropriate level of accuracy. That way, you can catch any drift before it becomes a problem, and deal with it proactively.
Prevention is always easier than cure.
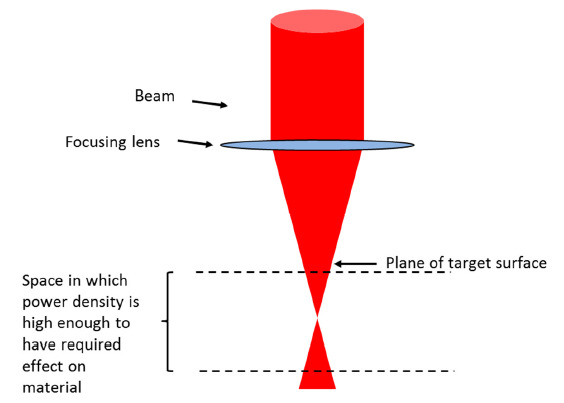
The two laser parameters that are most typically the critical ones in high power laser processes are power density and focus location (and shape). Additional parameters sometimes become important and need to be measured, including pulse energy, actual beam profile (which determines the "focus-ability" of the beam), beam position and size (less than a full profile), and others.
Power – at the sort of levels were talking about, from maybe a few hundred watts to tens of kilowatts – is normally measured using a thermal sensor. Absorbed light becomes heat, and the resulting heat flow is proportional to the beam's power and is measured. The output can be a numeric readout on the display screen of a handheld meter, or perhaps the sensor interfaces directly with software running on a host system…It all depends on the specific needs of a given application.
Focal spot analysis is done using various types of beam profiling technologies. In this article we'll focus mainly on power measurement, but we will say a few words about beam profiling solutions toward the end.
There are a number of important challenges that must be addressed when it comes to measuring high power beams. Some of the main ones:
- Cooling: All those many tens of kW coming into the sensor must be removed at least as quickly as they come in; otherwise heat can build up inside the sensor and cause serious (read: expensive) damage.
- Damage: Even if the sensor's body is able to dissipate the expected total power, the absorber surface must be able to handle the power density - all those kW/cm² - to which it will be exposed. At high powers this is much more difficult than at lower powers; "damage threshold" (the maximum power density an absorber can handle, above which there is risk of localized burn damage to the surface) depends on the power level, and as power goes up, a given type of sensor absorber just gets more vulnerable.
- Backscatter: A typical thermal sensor absorbs ~ 90% (with slight variations depending on wavelength). The 10% back reflection is usually diffuse, so at moderate power levels we don't give it much thought. At 50 kW, though, that's still 5 kW backscatter!
- Suitability for industrial environments: Sensors designed for high powers are typically large (to help enable the needed heat dissipation). However, in modern production floors, spare real estate is not a cheap commodity! Footprint of instruments must be kept small, heat handling needs notwithstanding. Also, modern production floors use a high degree of automation, so instruments need to be designed for integration into factory networks.
- Ever increasing powers: We're seeing lasers of higher and higher powers in today's industrial applications. How scalable is the measurement technology being used?
Now let's look at solutions.
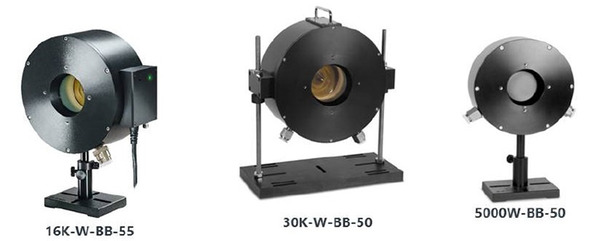
At powers above a few tens of watts, we usually add a fan to help remove heat from the sensor. Although Ophir offers 2 fan-cooled sensors rated for 1.1 kW, water cooling is the usual solution for sensors rated for more than a few hundred watts. Most "regular" thermopile type sensors use the water just to remove the heat; some examples are shown below:






 Ultra-High Velocity
Ultra-High Velocity